ЭКСТРУДЕРНЫЙ БЛОК
- Фиктивный Блок
- Окончательный Срез
- Пила Окончательного Среза ( с Автоматическим Измерением Размера )
- Растягивание
- Охлаждение Воды и Воздуха
- Печь Нагревания Формы - Печь Расплава Формы
- Конвейер
- Втулка
- Выходная Столешница
- Отталкиватель
- Печь горячей Резки
- Термическая Печь
- Степлер

печать
Пресс-пуансон - это часть, которая передает главный цилиндр во втулку.
В процессе экструзии основной силой поршня является ось, которая выполняет двунаправленную печать с помощью DummyBlock или Print Pulu.
Перфорирующий материал должен иметь высокую ударную вязкость и однородную твердость. Он так же эффективен, как и материал, используемый при термообработке и качестве в качестве штапеля.
В соответствии с экструдированным сплавом могут быть изготовлены специальные механико-металлургические конструкции.

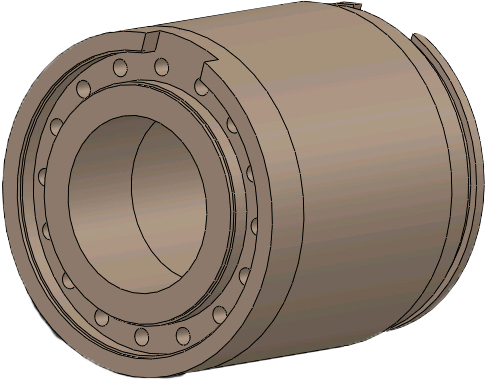
ВТУЛКА
Во время использования из алюминиевого экструзийного пресса рукав рубашки и ядра проходит тысячи заготовок . В зависимости от температуры и условия использования в течении времени на этих компонентах образуются износ . Для продления срока использования втулки рубашки и ядра , для защиты жесткой конструкции необходимо следовать слеующим шагам ;
- Выбор качественной стали ,
- Использование современной системы отопления,
- Обработка материала высокой технологией.
Втулка , в прессе экструзии , в отделе прохода давления алюминия является частью поддерживающей бирку . Втулка , на протяжении давления обязаны поддерживать температуру бирки и в то же время должен поддерживать свою температуру . В процессе теплообмена следует отдать предпочтение устойчивых к горячей обработки инструментальных сталей . Материал втулки ; должны быть устойчивым к термическим ударам и высокой прочностью . Эта характеристика материала Подпитывается подходящим методом термической обработки и в то же время, Это влияет на жизнь положительно. Увеличение тугости стали увеличивает способность подшипников , таким образом задерживается опухоль в ядре . Если материал втулки выполняет свою задачу факторы , которые влияют на жизнь ядра таким образом задерживаются ( опухоль - отёк туловища ) . Выбор стали и температурного контроля также является важным фактором , как и выбор стали втулки . Изучив детали и применение оптимальных методов продлить срок службы не случайность . Во время подогрева втулки не должно подвергаться воздействию тепловых ударов .
Отопление в первую очередь следует провести с системой управления PLC . Резкое повышение температуры и охлаждения могут привести к началу микротрещин . Можно наблюдать ситуацию особенно в критических механических частей втулки и во входе в диаметр . Таким образом , втулка нагревается и охлаждается контролируемым образом , и это предпочтитается необходимым .
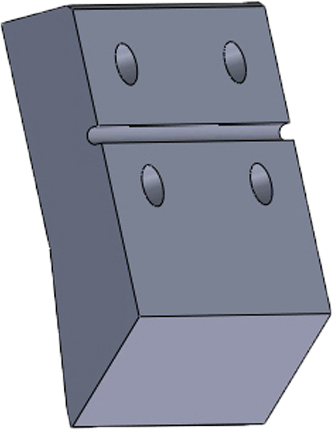
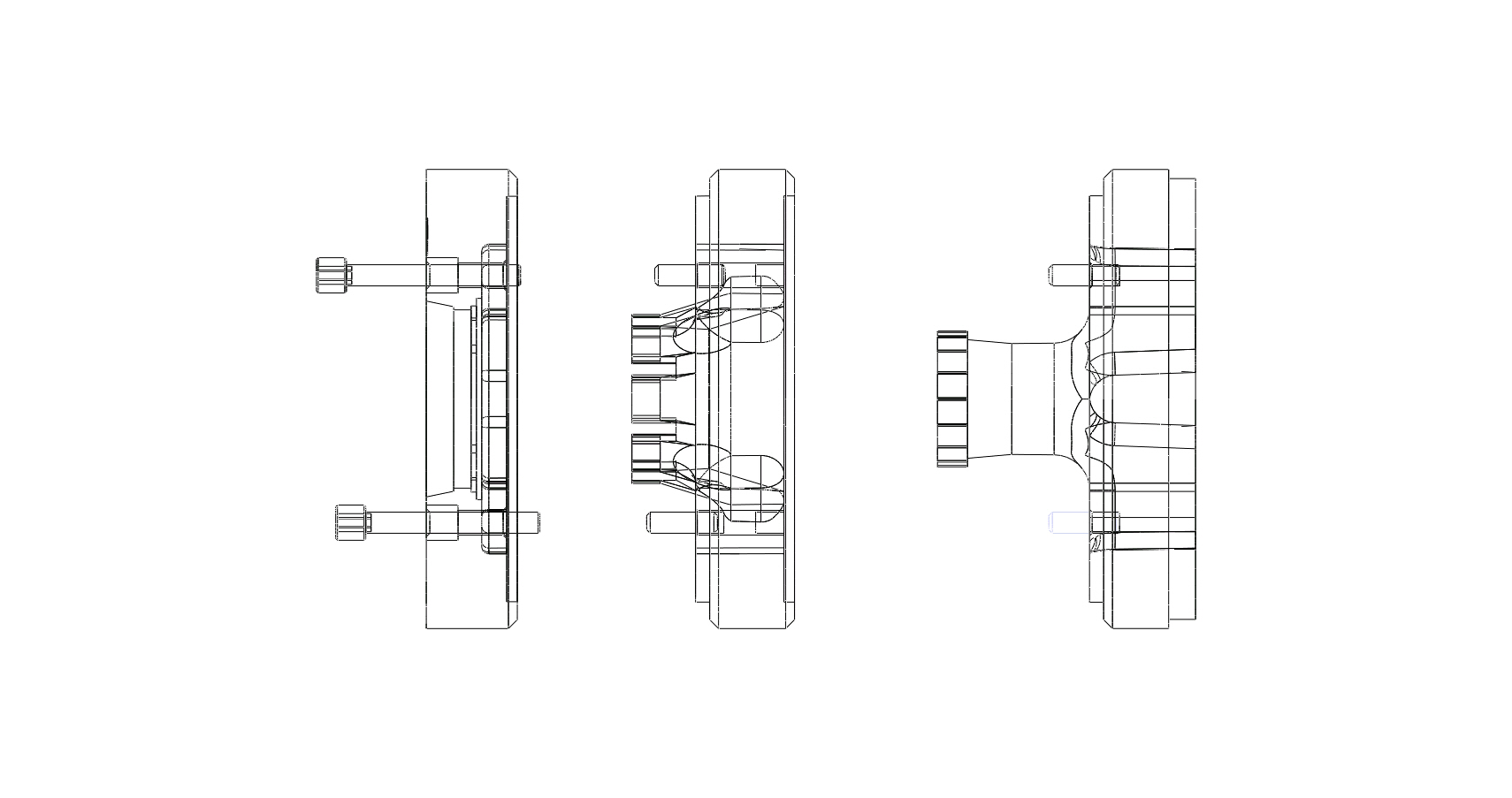
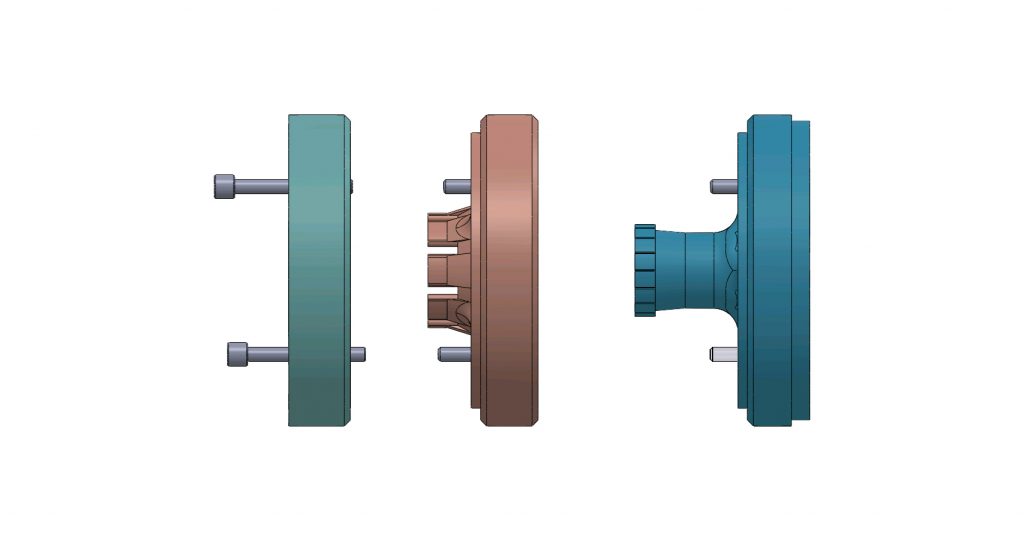
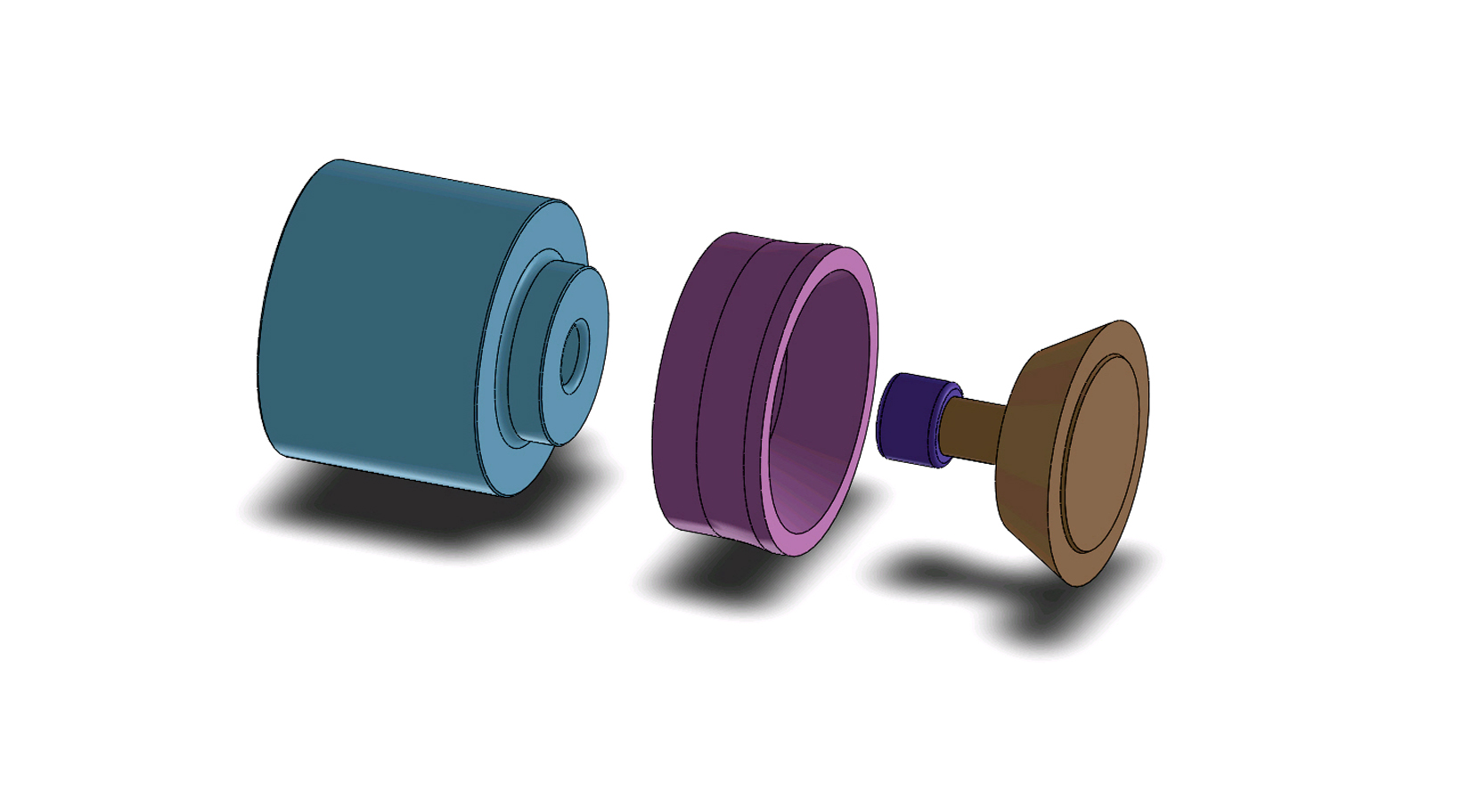
ФИКТИВНЫЙ БЛОК
Задача Фиктивного Блока на первый взгляд кажется простой , является частью размещенной на кончике пинцета и приводит к отталкиванию заготовки вдоль ядра . В самом деле , эффективность производства алюминиевого профиля и качество зависит от фиктивного блока . Фиктивный блок непрерывно подвергается высокой температуре , изменению температуры , давлению и воздействию механических напряжений . Изнашивание фиктивного блока считается нормальным основная проблема это очень быстрое изнашивание . В случае если фиктивный блок повергнется быстрому изнашиванию это понизит работу всей системы , и даже может стать причиной остановки . Результатом является высокие эксплуатационные расходы .
Для работы с хорошей производительностью фиктивных блоков необходимо обеспечение таких условий , как центрирования пресса должным образом, рабочая температура , смазка . В дополнение к этим требованиям , и гораздо более важным является наличие втулки с однородным распределением температуры . Должная работа фиктивного блока с помощью степлера передаёт силу полученную от главного цилиндра заготовки высокой температуры . Этот процесс повторяется много раз . Фиктивный блок быстро расширяется во время кольцевой печати и останавливается на расстоянии достаточном , чтобы оставить основной слой стенки алюминиевой пленки . Хорошо функционирующий фиктивный блок , в результате быстрого закрытия во время возвращения , не осуществляет скольжение на стенке ядра . Дополнительный фиктивный блок рядом с легким внедрением и сопровождением дополнительной съемки , благодаря особенности " свободного движения " кольца , при давлении действуют с нежелательным контактом с ядром предотвращает износку заготовки с одной стороны . Также замена кольца обеспечивает экономию для пользователя .


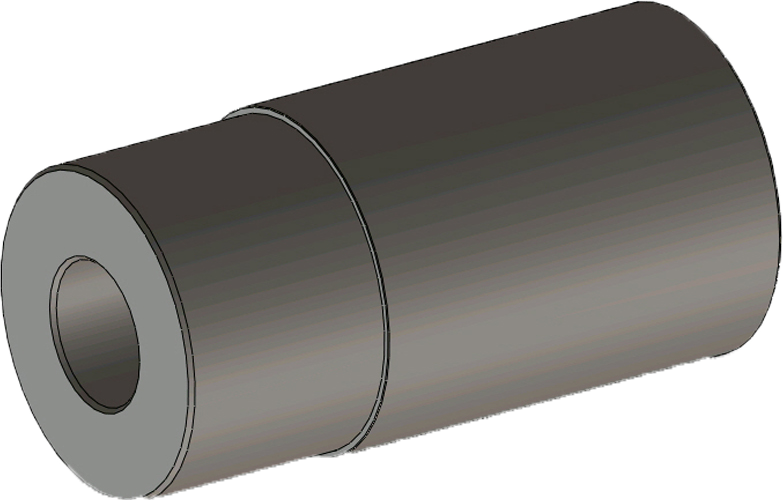
ядро
В процессе экструзии биота является частью, которая лежит в ковше.
Ядро наиболее подвержено воздействию тепла, трения и истирания в процессе экструзии.
Коррозионная стойкость материала сердечника должна быть в желаемом уровне сопротивления деформации. Могут использоваться различные специальные материалы, а также инструменты для горячего инструмента, такие как 1.2344 и 1.2367.
Чтобы продлить срок службы сердечника и предотвратить ошибки экструзии, при необходимости необходимо проводить техническое обслуживание сердечника с интервалом в шесть месяцев.
НОЖ
Лезвия ножниц подвергаются воздействию высоких температур . Использование недостаточного высокого качества и плохого дизайна стали , наносит непоправимый ущерб .