EXTRÜZYON KALIPLAR
Alüminyum ekstrüzyon sektörü kalıp seçimini neye göre yapmalı?
Kalıp metre bölü dakika. Formül bu. Çok kaliteli ürün basıp 10 metre dakikada basmaktansa toleransla 20 metre dakikada basmak daha mantıklı. Benimki sıfır hata olacak diye düşünüyorsa fabrika, düşüşe geçer.

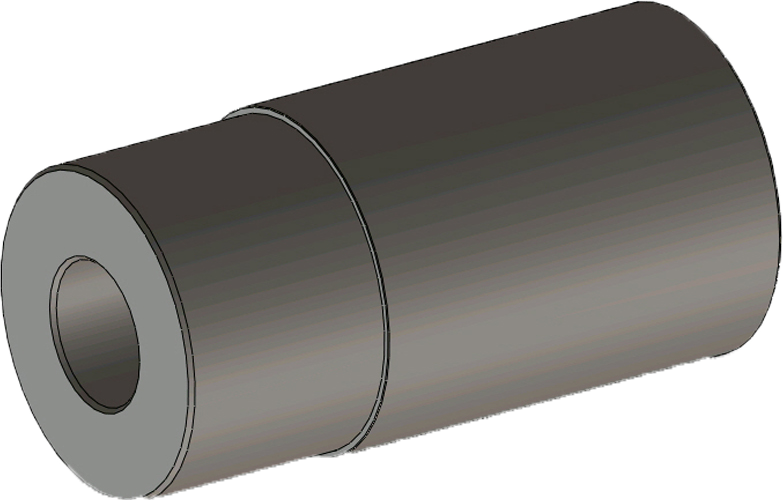
ZIMBA
Zımba pres ana silindirin gücünü biyet’e ileten parçadır.
Ekstrüzyon işleminde ana piston gücünü DummyBlock veya Baskı Pulu aracılığıyla biyete iletip baskıyı gerçekleştiren aksamdır.
Zımba malzemesinin yüksek tokluğa ve homojen bir sertliğe sahip olması gerekir. Kullanılan malzeme kadar ısıl işlem şekli ve kalitesi zımba kalitesinde etkilidir.
Ekstüre edilen alaşımın özelliğine göre özel mekanik-metalürjik tasarımlar yapılabilir.

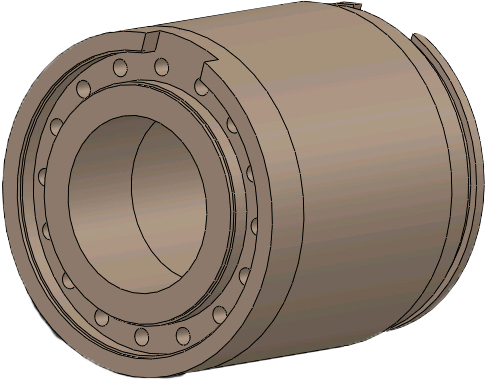
KOVAN
Kullanım süresince Alüminyum ekstrüzyon pres kovan gömleği ve çekirdeğinden binlerce biyet geçer. Sıcaklığa ve kullanım şartlarına bağlı olarak zamanla bu parçalarda yıpranmalar olur. Kovan gömleği ve çekirdeğin uzun ömürlü ve rijit yapısını koruması için izlenecek yol;
- İyi kalite çelik seçimi,
- Modern ısıtma sistemleri kullanımı,
- Yüksek teknik ile malzeme işleme
Kovan, Ekstrüzyon presinde alüminyumun baskıya girdiği kısımda bilete yataklık yapan aksamdır.
Kovan, baskı süresi boyunca biletin sıcaklığını muhafaza etmek durumundadır ve aynı zamanda kendi sıcaklığını da koruması gerekiyor. Proses süresince meydana gelen ısı alış verişine dayanıklı sıcak iş takım çeliklerinin tercih edilmesi gerekmektedir. Kovan malzemesi; yüksek tokluğa sahip ve termal şoklara dayanıklı olmalıdır. Malzemenin bu karakteristik özelliğinin uygun ısıl işlem yöntemiyle beslenmesi kovan ve aynı zamanda çekirdek ömrünü olumlu etkilemektedir. Kullanılan çeliğin tokluğu yataklık kabiliyetini arttırmaktadır böylece çekirdek te meydana gelebilecek şişmeleri geciktirmiş olur. Kovan malzemesi yataklama görevini yerine getirirse çekirdek ömrünü (şişme-göbek yapma)etkileyen faktörleri o kadar geciktirmiş olur. Kovan çelik seçimi kadar ısıtma tekniği ve sıcaklık kontrolü de önemli bir faktördür. Detayları irdeleyip optimum yöntemler uygulandığında kovan ve çekirdek ömrünün uzaması tesadüf değildir.
Kovan ısıtılırken termal şoklara maruz bırakılmamalıdır. Isıtmanın öncelikle PLC kontrol sistemi ile yapılması tercih edilmelidir. Ani sıcaklık artışları ve soğumalar kılcal çatlak başlangıcına sebep olabilir. Özellikle kovanın kritik mekanik bölgelerinde ve çap geçişlerinde bu durumu gözlemlemek mümkündür. Dolayısıyla kovanın kontrollü bir şekilde ısıtılıp soğutulması vazgeçilmez bir tercih oluyor.
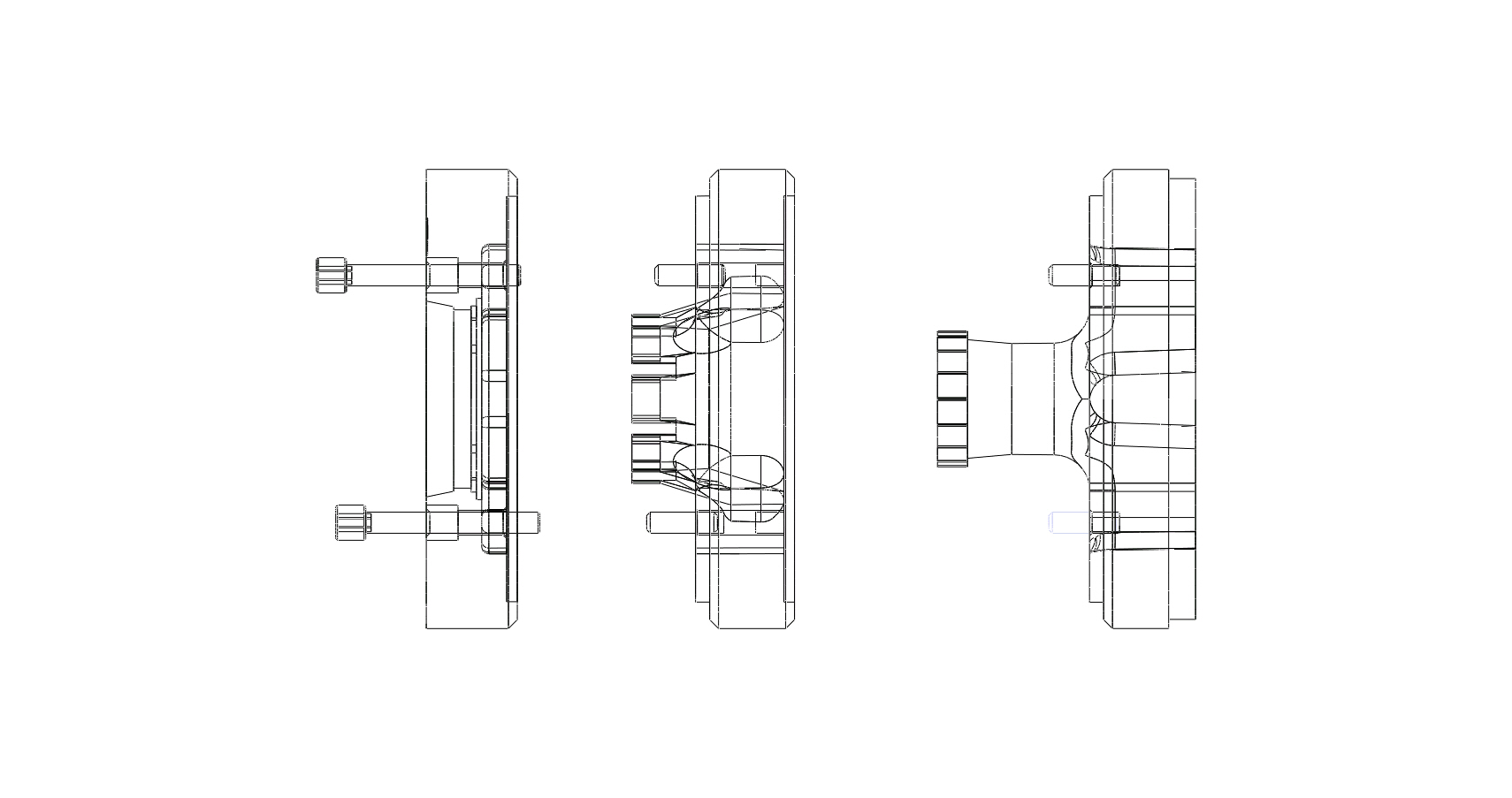
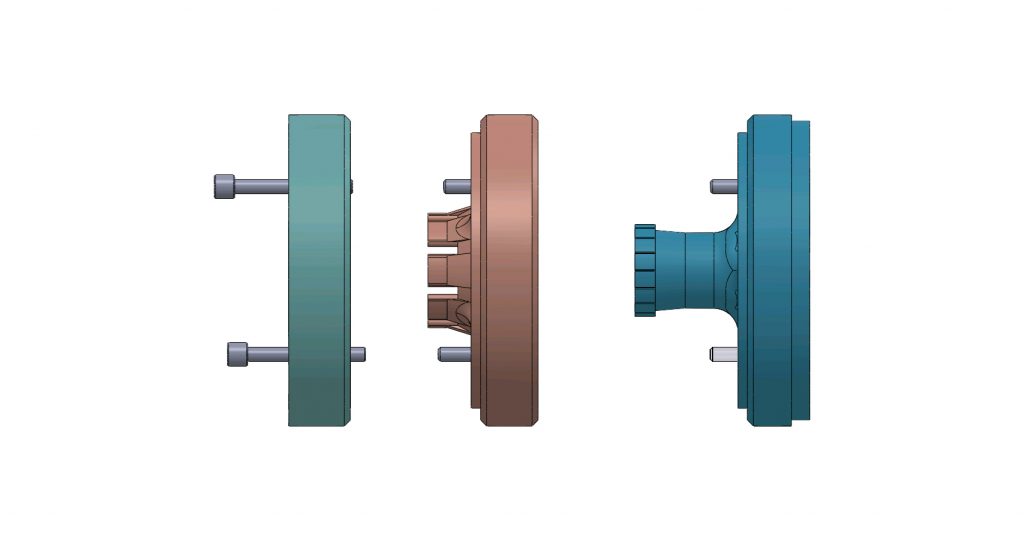
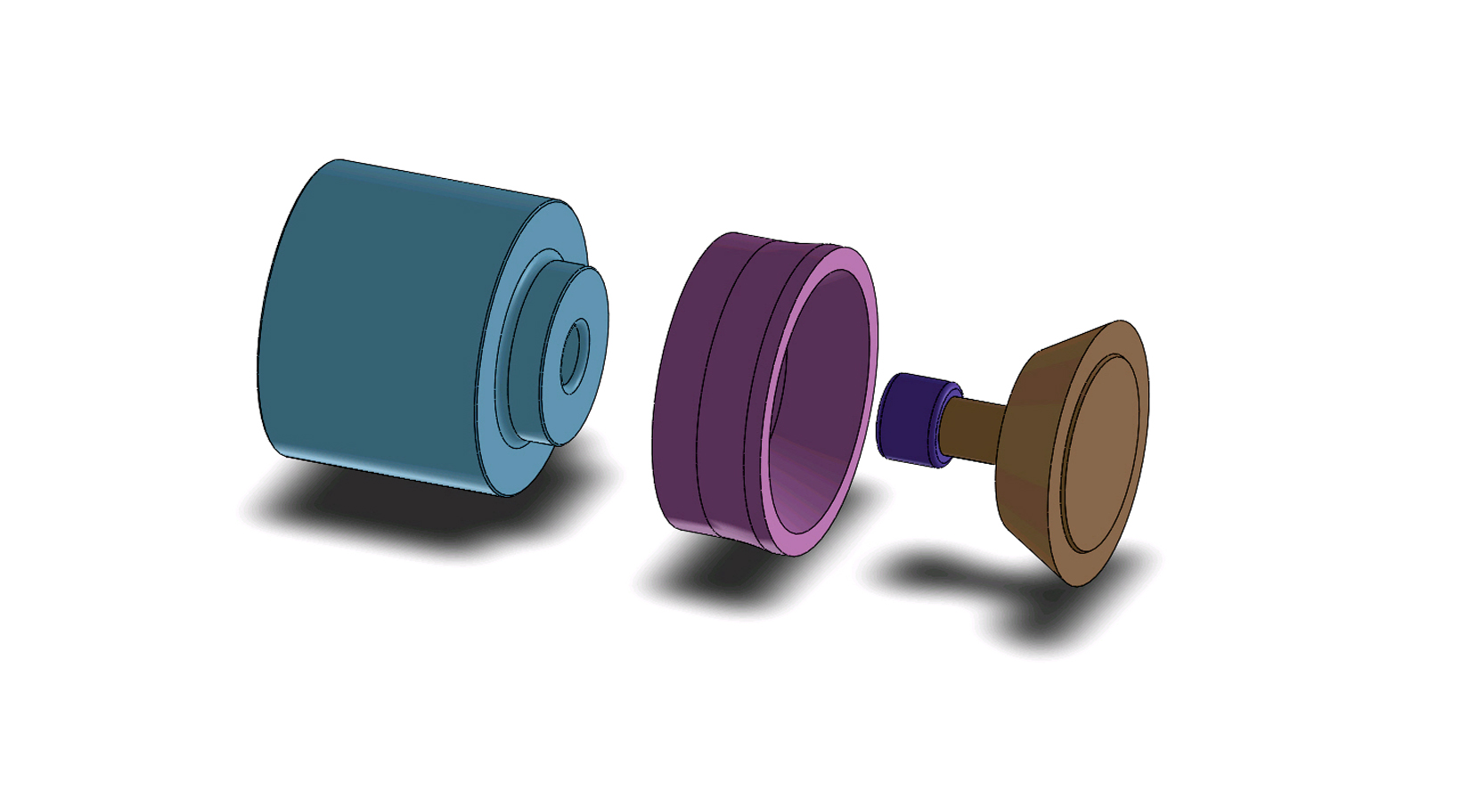
DUMMY BLOCK
Dummy block görevi ilk bakışta basit gözükür, zımbanın ucuna yerleştirilen ve biyeti çekirdek boyunca itip kalıptan çıkmasını sağlayan parçadır. Aslında Aluminium profil üretimin de verimlilik ve kalite dummy bloğa bağlıdır. Dummy block sürekli olarak yüksek sıcaklık, sıcaklık değişimi, basınç ve mekaniksel gerilmelere maruz kalır. Dummy blockların aşınması normal karşılanır asıl problem çok hızlı aşınmalarıdır. Dummy block hızlı aşınma yaşarsa tüm sistemin performansını düşürür ve hatta durmasına sebep olur. Sonuç olarak yüksek işletme maliyeti ortaya çıkar.
Dummy block un iyi bir performans ile çalışması için düzgün bir pres merkezleme, uygun çalışma sıcaklığı, yağlama ve düzenli bakım gibi şartların sağlanması gerekmektedir. Bu şartlara ek olarak ve çok daha önemli olan homojen sıcaklık dağılımına sahip bir kovanın mevcut olmasıdır.
Düzgün çalışan bir dummy block zımba aracılığıyla ana silindirden gelen gücü yüksek sıcaklıktaki biyete iletir. Bu işlem defalarca tekrarlanır. Dummy block ring basım sırasında hızlıca genişler ve çekirdek duvarında alüminyum film tabaka bırakacak kadar bir mesafede durur. İyi çalışan bir dummy block geri dönüşte hızlıca kapandığı için çekirdek duvarında sıyırma yapmaz. Ekstra Dummy block kolay sökülüp kakılabilmesi ve bakım uygulanabilmesi yanında ring’in “freemove” özelliği sayesinde baskı sırasındaki istenmeyen çekirdek temaslarında hareket ederek biyetin tek taraf aşınmış ring’in arka tarafına geçmesini engeller. Ayrıca değiştirilebilen ring kullanıcıya maliyet tasarrufu sağlar.


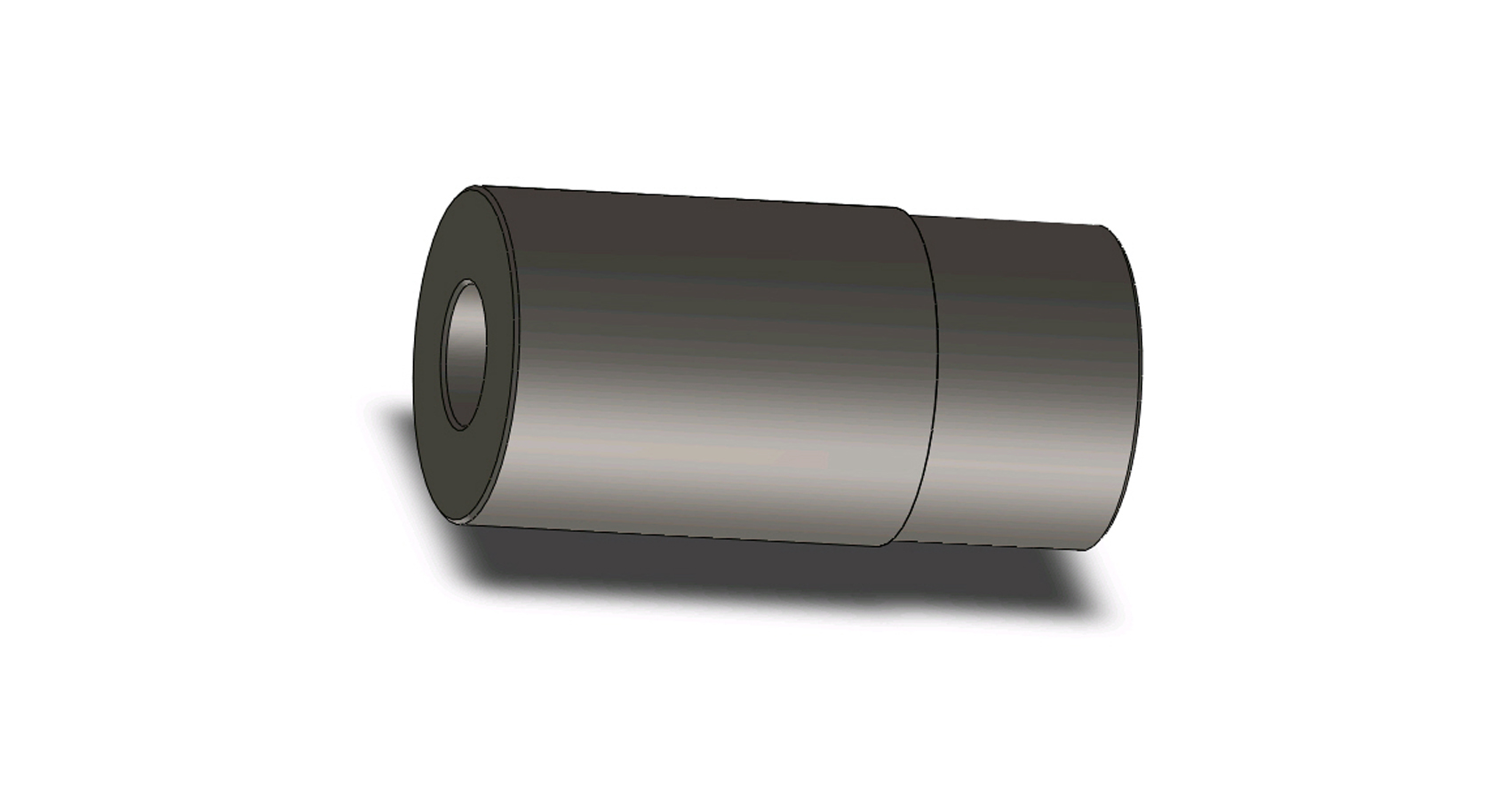
ÇEKİRDEK
Ekstrüzyon işleminde biyete yataklık eden ve kovanın içine yerleştirilen parçadır.
Çekirdek ekstrüzyon işleminde sıcaklığa, sürtünmeye ve dolayısıyla aşınmaya en fazla maruz kalan aksamdır.
Çekirdek malzemesinin aşınma ve sıcaklık şekil değiştirme direnci istenen kalitede olmalıdır. Çeşitli özel malzemeler kullanılabileceği gibi başta 1.2344 ve 1.2367 olmak üzere sıcak iş takım çelikleri tercih edilir.
Çekirdek ömrünü uzatmak ve olası ekstrüzyon hatalarını engellemek adına çekirdeğin altı aylık periyotlarda bakımının yapılması, gerekiyorsa değiştirilmesi gerekir.
BIÇAK (MAKAS)